
In plastic processing, the extruder or injection molding machine commands the spotlight. It is large, expensive, and visibly responsible for shaping molten polymer into finished products. Yet experienced production managers know a different truth: plastic auxiliary machine equipment—the dryers, loaders, conveyors, mixers, and granulators that surround the primary machine—often determines whether output meets specifications or falls into the scrap bin. A main extruder running perfectly calibrated parameters cannot compensate for wet resin, inconsistent feeding, or contaminated regrind.
The term plastic auxiliary machine refers to all equipment used in the plastic processing process beyond the primary processing equipment itself—injection molding machines, extruders, blow molders, and similar main machinery. These auxiliary devices perform specific functions that enable, enhance, or complete the production process.
While the primary machine shapes the plastic, plastic auxiliary machine equipment handles the critical supporting roles:
Without properly specified and maintained plastic auxiliary machine components, even the most advanced extruder produces inconsistent output. Conversely, well-configured auxiliary systems can compensate for minor variations in primary machine performance, maintaining product quality across shifts and production runs.
The plastic auxiliary machine family includes numerous equipment types, each serving a distinct function. Longchangjie's portfolio addresses the full spectrum of these requirements.
Many engineering plastics—nylon, PET, polycarbonate, ABS—are hygroscopic, absorbing ambient moisture that hydrolyzes the polymer chain during melting, resulting in splay, bubbles, and reduced mechanical properties.
Auxiliary equipment in this category includes:
A properly sized plastic auxiliary machine dryer ensures that resin enters the extruder screw with moisture content below the manufacturer's specified limit—typically below 0.02% for most engineering grades.
Manual loading of plastic pellets is labor-intensive, inconsistent, and exposes material to contamination. Automated conveying systems form a core segment of the plastic auxiliary machine market.
Common configurations include:
Consistent feeding directly affects extruder output stability. A plastic auxiliary machine loader that delivers resin at an uneven rate causes surging, dimensional variation, and scrap.
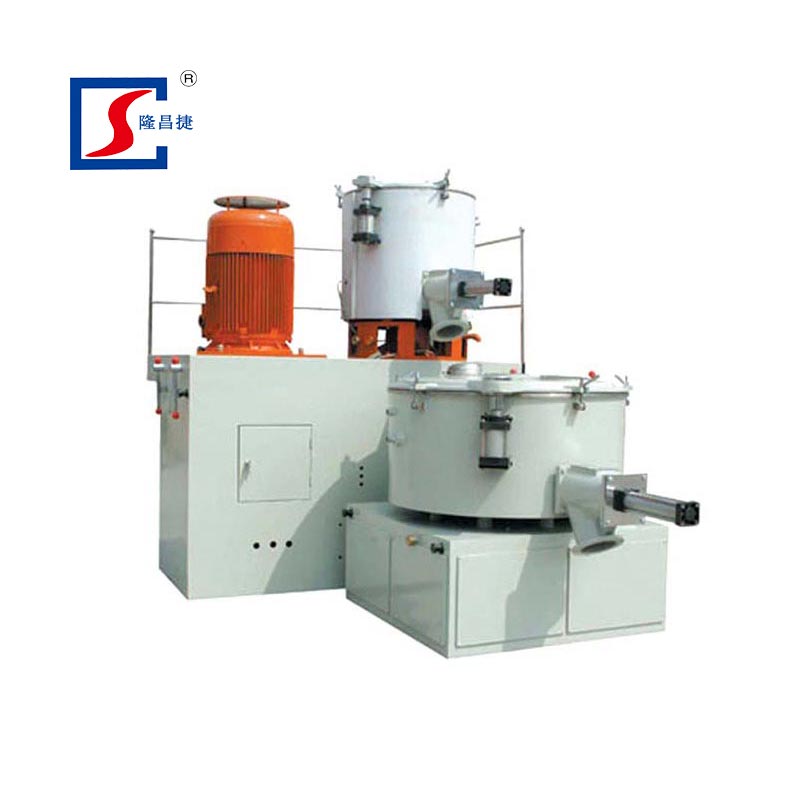
Multi-component formulations—virgin resin plus color masterbatch, additive packages, or regrind—require precise proportioning. Blending equipment ranges from simple volumetric units to gravimetric batch blenders.
Key blending auxiliaries include:
For color-critical applications, an accurate plastic auxiliary machine blender prevents off-shade production that would require rework or disposal.
Edge trim, rejected parts, and startup scrap represent material value that should be recaptured rather than discarded. Granulators and shredders convert scrap into regrind suitable for reintroduction at controlled percentages.
Auxiliary size reduction equipment includes:
A well-integrated plastic auxiliary machine granulation system reduces raw material costs by 15–25% in many extrusion and molding operations.
Precise temperature management extends beyond the extruder barrel. Molds, calender rolls, and downstream cooling baths all require stable thermal conditions.
Temperature control auxiliaries comprise:
In sheet or profile extrusion, a plastic auxiliary machine cooling section that removes heat too quickly or too slowly distorts the final product dimensions.
Longchangjie has implemented 7S site management standards across its operations. Originating from lean manufacturing methodology, the 7S framework addresses workplace organization and process discipline:
| Step | Japanese Term | Meaning |
|---|---|---|
| 1 | Seiri | Sort – separate needed from unneeded items |
| 2 | Seiton | Set in order – arrange items for efficient access |
| 3 | Seiso | Shine – clean the workspace regularly |
| 4 | Seiketsu | Standardize – create consistent procedures |
| 5 | Shitsuke | Sustain – maintain discipline through training |
| 6 | Safety | Integrate hazard prevention into all processes |
| 7 | Spirit/Teamwork | Foster employee engagement and continuous improvement |
For a plastic auxiliary machine manufacturer, 7S implementation affects product quality directly. An organized factory produces fewer assembly errors. A clean workspace reduces contamination risk in machine components that will handle plastic resin. Standardized procedures ensure consistency across shifts and operators.
Procurement managers often allocate budget primarily to the primary extruder or injection molding machine, then seek lower-cost plastic auxiliary machine suppliers to save on the remaining line items. This logic is flawed for three reasons.
A primary extruder failure is rare and typically preceded by warning signs—bearing noise, temperature drift, pressure fluctuations. A plastic auxiliary machine failure is often sudden. A granulator jam, dryer heating element failure, or loader vacuum pump stoppage brings the entire line down instantly. Mean time between failures (MTBF) for auxiliary equipment directly determines overall line availability.
Extruder screw design and barrel temperature control determine melt quality. But plastic auxiliary machine functions—drying, feeding, blending, cooling—determine consistency. A dryer that leaves 0.05% residual moisture instead of 0.02% may be "working" from an operational standpoint, but the resulting product will show surface defects or reduced mechanical properties.
Mixing equipment from multiple plastic auxiliary machine suppliers creates integration challenges. Communication protocols between dryers, loaders, and central control systems may be incompatible. Physical interfaces—hopper connections, discharge chutes, mounting brackets—require adapters or modifications. Sourcing auxiliary equipment from a single supplier like Longchangjie simplifies system integration and provides single-point responsibility for performance.
Longchangjie's technical strategy combines two parallel tracks: cooperation with domestic scientific research institutions and absorption of international professional technology.
Domestic collaboration brings knowledge of local material characteristics, regional processing conditions, and the specific requirements of Chinese manufacturing environments. Research institutions provide access to polymer science expertise and testing capabilities that individual machinery manufacturers cannot economically maintain in-house.
International technology absorption involves studying European, Japanese, and North American auxiliary equipment designs—markets where plastic auxiliary machine development has historically led global innovation. By adapting rather than copying these designs to local manufacturing conditions, Longchangjie aims to achieve competitive performance at accessible price points.
The stated goal—"high quality, high efficiency and high environmental protection"—reflects the three pressures facing modern plastic processors: rising customer expectations for product consistency, margin pressure requiring throughput efficiency, and regulatory demands for reduced energy consumption and emissions.













